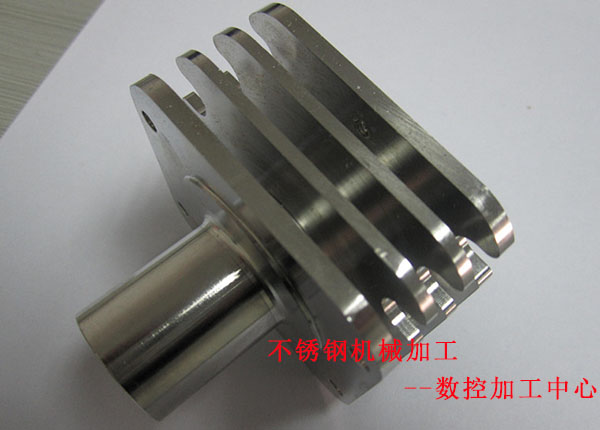
不銹鋼因為自身特殊材質原因,很多人在用數控加工中心加工不銹鋼時很苦惱,不知道用什么刀具? 吃刀量多少? 轉速,進給多少?下面小編根據一個案例講解。
案例分析:我要加工一個80×40的循環槽,槽寬5mm,深度為3mm,我用直徑4的白鋼刀開粗,基本上干一件斷一把刀,兩刃的,轉速1300,切深1.5,進給50~80左右,不知道該怎么調整加工。
數控加工中心不銹鋼刀具選擇
普通刀具加工不銹鋼比較費刀,而且加工出來的效果不是很好,如果批量較大的話,建議開發專用的不銹鋼刀具;如果是單件加工,可以將進給設為單刃0.05mm每轉左右,也就是說三刃銑刀,S=2400,F=360,Z向一般不要超過1MM *好在0.5-0.7MM之間。如果沒有,選用合金涂層也可以,4刃的,改成切深0.1~0.3之間,轉速1300~3000,進給600~1200,得看你選用的刀具,高速切削效率能快些。不銹鋼不好加工,關鍵在刀具上。這樣的工件包括裝夾一般需要10~20分鐘吧,得看你機床和刀具的選用。你的切深.轉速和進給直接影響到你刀具的壽命,這需要長時間的經驗積累。
數控加工中心加工不銹鋼特點:
不銹鋼本身其實硬度不高的,只是韌性強,切削性能差,容易粘到,所以很傷刀,工件易變性,容易加工硬化。刀具一定要鋒利,轉速不宜高,進給一般在F1500左右,下刀量盡量減少,切削液濃度要高。