加工中心油泵故障常見原因:
1.導軌油泵油位不足
2.導軌油泵油壓閥損壞
3.加工中心油路損壞
4.導軌油泵泵心過濾網堵塞
5.客戶購買導軌油質量超標
6.導軌油泵打油時間設置有誤
7.切削油泵過載電箱內斷路器跳開
8.切削油泵接頭漏空氣
9.切削油泵單向閥損壞
10.切削油泵電機線圈短路
11.切削油泵電機向相反
加工中心油泵故障解決辦法:
1.注入導軌油即可
2.檢測油壓閥是否壓力不足,如損壞*換
3.檢測加工中心各軸油路是否通暢,折斷,油排是否有損壞,如損壞*換
4.清潔油泵過濾網
5.*換符合油泵要求合格導軌油
6.從新設置正確打油時間
7.檢測導軌油泵是否完好后,從新復位短路
8.尋找漏氣處接頭,從新連接后即可
9.檢測單向閥是否堵塞及損壞,如損壞*換
10.檢測電機線圈*換切削油泵電機
11.校正切削油泵電機向,即可。
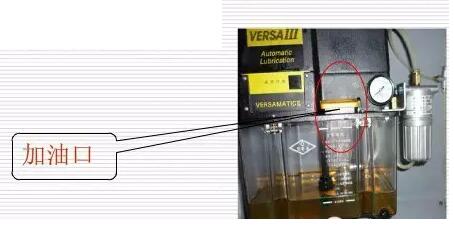
加工中心加油一般通過系統進行控制還有不走系統的油泵,現在大多數油路使用的是保壓式壓力件,如果是使用這種壓力件的油路的話在注油時可以去看油泵上的油壓表,油壓隨打油時間增加變大,應把油壓控制在200-250之間,太少了會打不出來油,多了會把油管打爆,這種壓力件是定量的,一次打多少由件大小決定不是通過打油時間決定,油壓達到標準后停止打油,壓力件將油擠出油管實現潤滑,如果不是保壓件的打油時間自己決定一般是在15s左右,間隔在30-40分鐘之間,如機床為硬軌的應將打油間隔放小一些在20-30分鐘一次,太少會燒硬軌表面的貼塑。
山東海特數控機床采用獨創的主動式油壓供油系統,由操作系統直接控制,按照運動需求自動分配供油,精確控制供油部位與油量,大大降低了潤滑油的浪費又避免了由于潤滑油而污染冷卻液的情況,極大的延長了冷卻液的使用時長又保證了供油的均衡與潤滑。