俗話說,方法不對努力白費。之前有個客戶問加工中心機床坐標亂走的問題,這里分享下,希望對遇到此問題的人有所幫助。
問題描述:
①開機回零后,運行程序,坐標及機床位置正確。
②回零后,如果手動或手輪運行機床后,工件坐標及機床坐標顯示不正確。
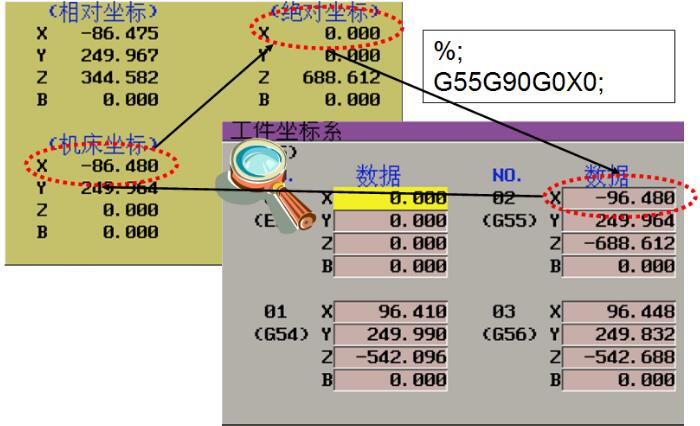
現場實驗:開機回零后,手動機床X10.,然后在MDI方式下執行G55G90X0;發現……….
加工中心機床撞機或位置偏移故障
①機械裝配所引起的參考點偏移。
②刀補、工件坐標設定錯誤,或編程錯誤所引起
③程序復位后,直接從中間單節開始運行
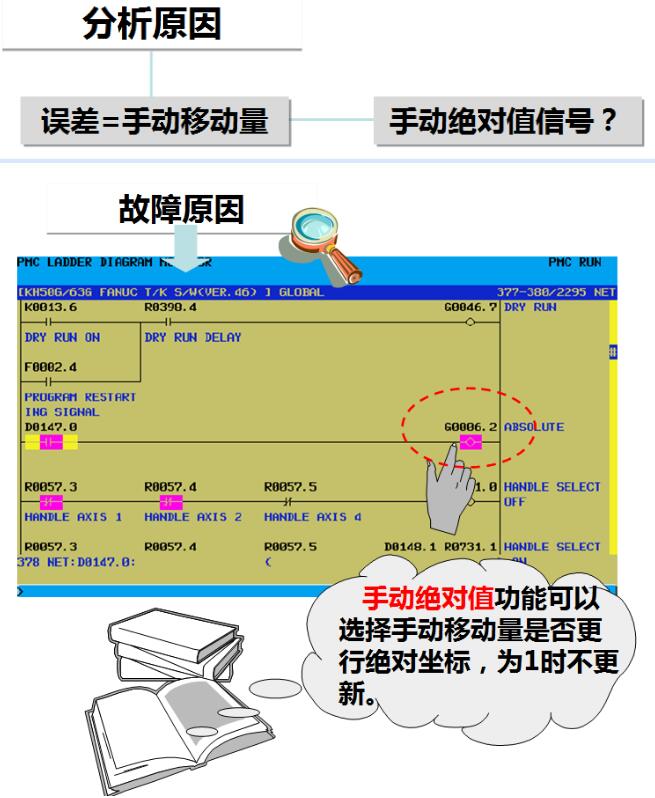
④執行“機床鎖住”、“手動絕對值”、”手輪插入“等操作后,直接運行程序加工。
⑤修改NC參數(鏡像、公英制)。