一、較大工件加工中心設備選擇
在加工比較大型的工件時要用什么加工中心呢?有經驗的客戶首先想到的應該是大型立式加工中心。確實,大型立式加工中心是加工尺寸較大的工件的不錯的選擇。不過也還有第二種選擇,就是使用小型龍夢加工中心。
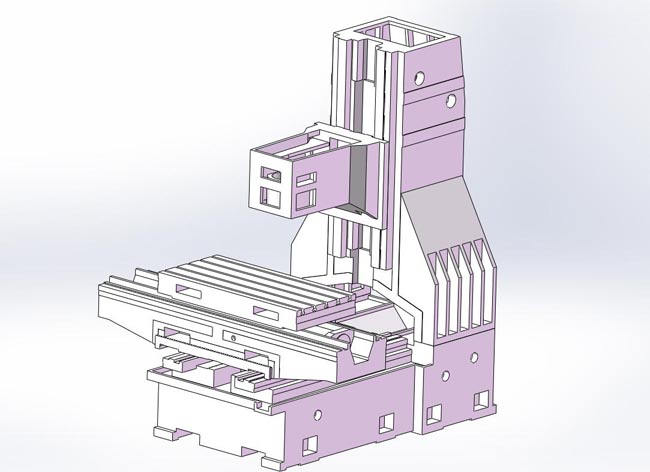
二.大型立式加工中心
所謂的大型立式加工中心一般是指大于1米機,例如VMC1060、VMC1270、VMC1370、VMC1680等等,這些行程大,主軸電機功率大的cnc加工中心被成為大型立式加工中心。例如我們山東海特數控的大型立式加工中心,功能強大、操作簡單易學、適應范圍廣,高效穩定,性價比高,能鉆能攻能銑。一些硬件配置可根據客戶需求進行調整,如數控系統,可選國產凱恩帝、臺灣新代、日本發那科、三菱等,刀庫可選機械手刀庫和斗笠式刀庫。這些大型立式加工中心可以加工各種復雜工件,是模具生產加工利器,可放置尺寸較大的工件。
機床底座、立柱、主軸箱體、十字滑臺、工作臺等基礎件全部采用高強度消失模鑄造成型技術,內部金相組織穩定,確保基礎件的高穩定性。鑄件結構經過機床動力學分析和有限元分析,使其幾何結構*加合理,與加強筋的恰當搭配,保證了基礎件的高剛性與高強度。寬實的機床底座,箱形腔“人”字型立柱、加寬加長的床鞍、負荷全支撐的設計,結構符合材料力學的先進設計理念,可確保加工時的重負載能力。
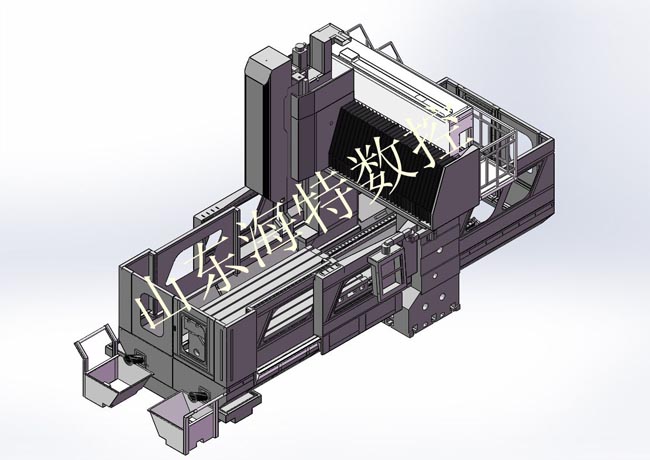
三.小型龍門加工中心
小型龍門加工中心有不少,如XK1610、XK2014、XK2516等,是大型立式加工中心的升級代換產品。龍門是結構為封閉式門型結構,而床身式結構為“C”型敞開式結構,封閉式結構比敞開式結構*加穩定。小型龍門加工中心的龍門式結構解決了床身式結構*為薄弱的環節——喉深問題,輕小龍門的喉深比床身式立加縮短了50%,其機床剛性可提高2倍。同樣可以選配不同的配置來滿足客戶的需求。
1、 機床龍門框架
該機床總體結構由床身、雙立柱、固定橫梁組成封閉的剛性框架結構,工作臺沿床身導軌作縱向運動(X軸),固定橫梁上配置一臺立式大功率多功能滑枕銑(鏜)頭,銑鏜頭溜板橫向沿橫梁導軌左右運動(Y軸)及滑枕鏜銑頭上下運動(Z軸)。
2、 機床的基礎件
機床的主要基礎件床身、工作臺、立柱橫梁、橫向溜板、銑頭滑枕等,均采用高強度鑄鐵,樹脂砂造型,具有良好的減震性、熱穩定性、整機結構強度與剛性高。
3、 滑枕銑頭
立式滑枕銑頭采用滾珠絲桿直接傳動式設計機構,采用交流伺服電機驅動,滑枕鏜銑頭帶有自動拉松刀裝置。
4、 Z軸運動氮氣平衡
Z軸上下運動采用氮氣平衡氣缸,平衡其運動的不平衡力,以減少滾珠絲杠的空載扭矩,減少滾珠絲杠的磨損,保持滾珠絲杠的精度穩定性。以上的動作是由獨立的氣壓系統控制實現的。
5、 刀具的冷卻鐵屑回收
機床床身兩側配置螺旋式排屑器,可以將加工后的部分鐵屑通過排屑器輸送到機床床身前端的排屑車上,水箱有高揚程冷卻液泵,高揚程水泵可以將切削液輸送到主軸端部,主軸端部具有兩個冷卻噴嘴,冷卻噴嘴將切削液噴射到刀具上,以冷卻刀具。
6、 機床導軌形式
X軸采用兩條重載型(滾柱)直線道軌結構,床身為整體鑄造結構,結構剛性好。
Y軸采用兩條重載型(滾柱)直線道軌結構,導購成90°形式,這提高了Y軸導軌的精度及剛性。
Z軸采用矩型滑枕結構,與橫向溜板結合的導軌耐磨帶。
各運動副運行平穩、準確,耐磨損、壽命長久。
7、 X、Y、Z軸運動形式
X、Y、Z軸均采用高精度預載滾珠絲杠。
X、Y軸通過大功率交流伺服電機直接連接,無間隙傳動。
Z軸通過交流伺服加抱閘電機直接連接,無間隙傳動。
8、換刀形式
·預留刀庫安裝位置 。
8、 機床導軌的潤滑:
各軸導軌潤滑采用中央集成式自定時定量潤滑系統,該系統為自動潤滑,有失壓及缺油安全保護及報警。
9、 防護形式
機床的X軸導軌采用不銹鋼伸縮式防護罩進行防護。
機床的Y軸導軌采用伸縮式風琴防護罩進行防護。
龍門框架上設置檢修用的行梯和防護欄桿。
X、Y、Z軸采用拖鏈防護裝置。
10、 機床主傳動、進給傳動配置
機床主傳動(滑枕銑鏜頭)采用交流主軸電機驅動
X、Y、Z軸采用交流伺服電機驅動,X、Y、Z軸采用具有絕對值編碼器的交流伺服機
Z軸具有抱閘制動保護裝置,斷電時自動夾緊,可防止滑枕鏜銑頭出現“下滑”“溜車”現象。
總結:較大工件用什么加工中心設備好?其實從價格上來說,小型龍門加工中心價格和大型立式加工中心價格差不多,*終還是要看客戶的選擇。