在各個方向上都成直線的面稱為平面。平面是組成機械零件的基本表面之一,其質*是用平面度和表面粗糙度來衡量的。平面大部分是在數控銑床(或加工中心)上加工的。在數控銑床(或加工中心)上獲得平面的方法有兩種,即周銑和端銑。如圖2-1所示,用分布于銑刀圓柱面上的刀齒進行的銑削稱為周銑(即銑削垂直面),用分布于銑刀端面上的刀齒進行的銑削稱為端銑。
1.銑削方式
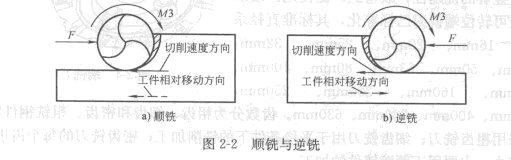
(1)用圓柱銑刀銑削時的銑削方式
1)順銑(圖2-2a)。銑削時,銑刀刀齒切人工件時的切削厚度*大,然后逐漸減小到零(在切削分力的作用下有讓刀現象)。對表面沒有硬皮的工件易于切人,刀齒磨損小,提高刀具壽命2-3倍,工件表面質量也有所提高。順銑時,切削分力與進給方向相同,可節省機床動力。但順銑在刀齒切人時承受*大的載荷,因而工件有硬皮時,刀齒會受到很大的沖擊和磨損,使刀具壽命降低,所以順銑法不宜加工有硬皮的工件。
2)逆銑(圖2-2b)。銑削時,銑刀刀齒切人工件時的切削厚度從零逐漸變到*大(在切削分力的作用下有啃刀現象),刀齒載荷逐漸增大。開始切削時,切削刃先在工件表面上滑過一小段距離,并對工件表面進行擠壓和摩擦,引起刀具的徑向振動,使加工表面產生波紋,加速了刀具的磨損,增加工件表面粗糙度。
(2)用端銑刀銑削時的銑削方式
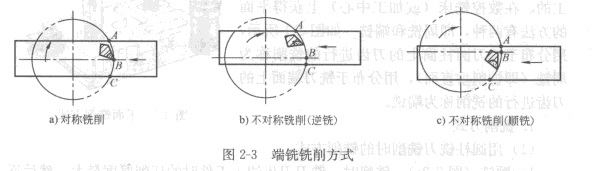
1)對稱銑削。銑削時,銑刀中心位于工件銑削寬度中心的銑削方式稱為對稱銑削,如圖2-3a所示。對稱銑削適用于加工短而寬或厚的工件,不宜加工狹長或較薄的工件。
2)不對稱銑削。銑削時,銑刀中心偏離工件銑削寬度中心的銑削方式稱為不對稱銑削。不對稱銑削時,按銑刀偏向工件的位置,在工件上可分為進刀部分與出刀部分。圖2-3所示AB為進刀部分,BC為出刀部分。按順銑與逆銑的定義.顯然進刀部分為逆銑,出刀部分為順銑。不對稱端銑削時,進刀部分大于出刀部分時,稱為逆銑(圖2-3b),反之稱為順銑(圖2-3c),不對稱端銑通常采用逆銑方式。