加工中心是機械行業應用范圍*廣的機床,同時又屬于數控精密機床,首件加工可以有效檢驗加工權序的正確性,驗證夾其、刀具及切削參數是否合理至關重要。操作者在加工中心加工工件時,應嚴格按照首件加工的方法來操作。下面山東海特加工中心廠家專業為你講解首件加工前的準備工作和一些基本要求。
一、首件加工前的準備
(1)準備刀具
鉆孔應選撣熱裝或側固式刀柄,當鉆頭為硬質合金冷鉆時應優先選擇熱裝式刀柄,銑削應選擇側固式刀柄。鉸削應選擇液壓刀柄,攻螺紋可采用快換卡頭或采用攻螺紋專用卡心夾緊。應認真確認刀柄長度及亢徑是否會在加工過程中對機床、工件、夾具等形成干涉。
為提高刀其剛性,應在滿足使用的條件下選用*小刀具懸伸。檢查刀具是否完好,有無破損,是否需要*換。刀片夾緊螺釘等附件是否齊全有效。*換刀片時需清潔定位面并使用防燒結潤滑劑。對于使用錐度定位的刀片,應使刀片先貼緊定位面,然后擰緊夾緊螺釘。注愈不可使螺釘旋其扭力過大,報壞夾緊螺釘。
所有準備好的刀具應在對刀儀上準確側量刀具補償位(長度和直徑),并作明確記錄。
(2)夾具的準備
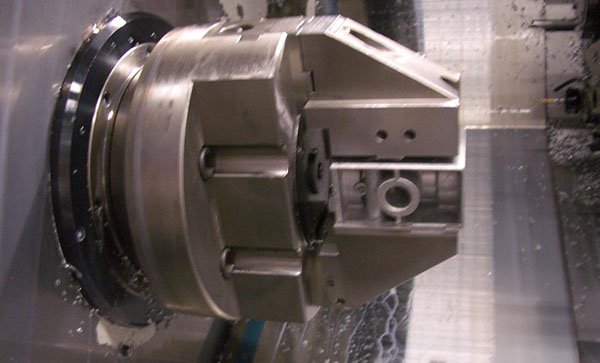
使用卡盤夾緊工件時應保證卡爪靈活有效,保證必需的夾緊長度。當使用軟爪時夾緊面應和工件直徑相符,必要時用銑刀修正卡爪。使用工裝夾緊工件時,應注意清潔結合面,夾緊部件運動靈活可靠。
(3)準備需要的量具并將其校準。
(4)調用所需加工程序,確認程序與零件圖號對應。
(5)確認毛坯與加工路線單相符。
二、首件的加工
工件裝夾須注意位置關系,應將零件按加工程序中所確定的位置擺正、夾緊。確定工件坐標系的原點(X0, Y0, Z0),使機床坐標系轉化為工件坐標系。
加工過程中為了安全,首件試切時應將快速移動倍率開關設為0,同時打開單程序段開關,用手控制進給倍率開關。操作者必須精神集中,隨時準備停止機床運行。數控機床是靠指令來進行運動的,梅執行一段指令機床便會有相應的動作。所以操作者必須確認機床將要改行的動作、將要運動的方向、位置和距離是正確的,確認后方可執行。
機床完成換刀后應確認刀其正確,即主軸上的刀其與程序中指定的刀具相同,與將要進行的加工任務相對應。在刀具向工作位置定位前,應確認刀具補償值正確并被準確讀人(不正確的刀其補償值極為危險,有可能毀壞刀具、報廢工件、沖撞機床,甚至造成人身傷害。
在刀具工作時,可用進給倍率開關控制和調整程序中指定的切削參數,以獲得滿意的切削效果。當刀具完成工作向上返回時,應確認刀具返回位置正確。即刀具返回位里相對于工件是安全的,返回的路徑不會對工件、夾具等形成干涉,相對于機床不會過行程。對于程序中的每一把刀具,重復上面的加工過程,即可完成工件的全部加工。
*換機床、*換操作者、*換零件圖號、*換毛坯、*換夾具、*換或修改程序、*換刀具或修改刀具參數,都屬于加工中心首件的范疇。加工中心的加工效率體現在連續加工中,首件加工不應過于追求效率,急于求成,對于未經驗證的新程序尤其注愈。急跺情緒就是不安全隱患。沉穩、仔細、認真應是數控機床操作人員的必備素質。任何時候,任何情況下都必須嚴格遵守操作規程,安全*應牢記心間。